发货:3天内
发送询价
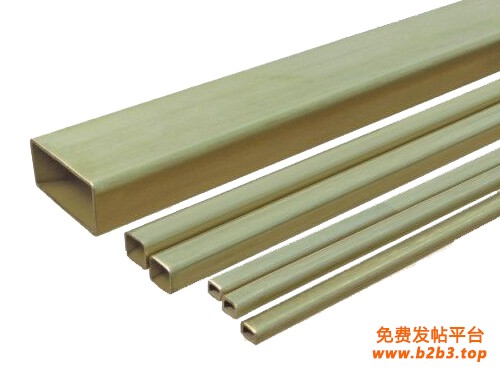
异型黄管强度较高,塑性也较好,耐蚀性较高,用作薄壁管,皱纹管造纸网及房屋建筑用品等。能很好的承受冷热压力加工,焊接和耐蚀性能也都良好,易成形。异型黄管用途:可做各种深拉和弯折制造的受力零件,散热器外壳、导管、波纹管、垫片等。
异型黄管规格:各型号等规格齐全,并可根据客户要求定制。
异型黄管主要物理参数:
抗拉强度:σb (MPa):≥265
伸长率:δ10 (%):≥50
热加工温度820~870℃
硬度:8.5g/cm³(HV)
黄铜管化学成份:
铜 Cu :63.5~68.0 锌 Zn:余量 铅 Pb:≤0.03
P:≤0.01 铁 Fe:≤0.10 锑 Sb :≤0.005
铋 Bi:≤0.005 注:≤0.3(杂质)
H65黄铜带力学性能:
抗拉强度 σb (MPa):≥390
注:棒材的纵向室温拉伸力学性能 。

 紫铜焊接特点跟铜棒的注意事项
紫铜焊接特点跟铜棒的注意事项(一)、紫铜焊接特点
1高导热率的影响。铜的热导热率比碳钢大7~11倍,当采用的工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化,填充金属和母材也不能很好地熔合。
2铜棒焊接接头的热裂倾向大。焊接时,熔池内铜与其中的杂质形成低熔点共晶物,使铜及铜合金具有明显的热脆性,产生热裂纹。
3产生气孔的缺点比碳钢严重得多,主要是氢气孔。
4焊接接头性能的变化。晶粒粗化,塑性下降,耐蚀性下降等。
5纯铜表面可形成铜和亚铜,易被还原性气体还原,也容易被钎剂去除。为防止发生氢脆现象,不能在含氢的还原气氛中进行钎焊。只含有锌元素的黄铜,黄铜棒表面可生成亚铜或锌两种物,锌虽然比较稳定,但也不难去除。锰黄铜表面的锰比较稳定,很难去除,应采用的钎剂以保证钎料的润湿性。焊接时间不要太长,尽量一次完成。
气焊要求气焊过程若发生回火,先关乙炔阀,后关氧气阀。故障继续施焊时,应重新熔化原熔池,焊接重叠部分不小于6mm。正常操作时先开氧气阀吹气并关闭,再开乙炔阀,点火后再开氧气阀调节火焰。用完先关乙炔阀,后关氧气阀。
(二)、铜棒的注意事项
1管子断面和管轴垂直,管子和管件承插充分,确保插到承口底部,其目的为防止焊料漏焊。
2氧气和乙炔其燃烧温度可达3250℃,但钎焊温度不能高于800℃,应此,要注意加热均匀,掌握火候。对于管径小的管子(Dg20以下),也可采用喷灯加热,以防止温度过高。
3管件有紫铜和黄铜两种,对于紫散热器铜管件,加热焊接时,火焰应偏向管件,因为管件壁较厚;对于黄铜管件,加热焊接时,火焰应偏向紫铜管,因为黄铜熔点较低。
4立焊时,使承口向上,插口向下,在预制时,应注意到这一点。
5在焊料未完全凝固时,焊口不得受任何振动,以防止产生裂缝。
6由于铜的传热较强,因此,操作时戴手套,以防止受伤。
河间市通海铜业有限公司(http://www.tonghaitongye.com)主要生产铜牌号:T2、T3、TP2、H62、H65、H68、各种规格异型黄管,散热器铜管,焊接铜管及各种异型产品可定做加工。竭诚为新老客户提供 电力铜管,异型铜管,异型铜棒产品和满意的服务,并随时恭候新老客户光临指导